|
|
您現在的位置 > 技術資料
二通插裝方坯剪切機液壓系統的常見故障與排除 |
| 發布時間:2017/10/15 |
在鋼鐵生產過程中,經過熱鍛造或連續鍛造加工后的方坯,需要按定尺長度切斷。除溪用火焰切割和鋸片切割方式外還可采用剪切方式。傳統的機械剪體積龐大且噪聲、振動大:液壓剪則避免了這些缺點。因此,顯示了方坯剪切方式與火焰切割和鋸切相比的優越性,期
切方式使金屬損失少、能源消耗少、切口整齊、噪聲小等特點。
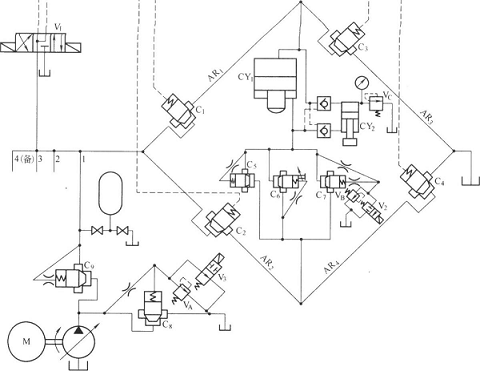
1、剪切機液壓系統的工作過程
剪切機的液壓系統工作原理如圖5—23所示。插裝閥C1、C2、C3、C4分別為4個液阻橋臂AR1、AR2、AR3、AR4上的主開關閥。當AR1、AR4橋臂通導,AR2、AR3橋臂截止時主壓缸CY1和壓緊缸CY2的活塞桿向下,完成剪刃閉合動作。當AR2、AR3橋臂通導, AR1、AR。橋臂截止時,主液壓缸和壓緊缸活塞桿向上收縮,剪刃開啟,電磁換伺閥V1控4個橋臂上插裝閥的開與關。在液阻橋路的中路上,插裝閥Cs和C6組成向下的單向節流路,其作用是使剪刃慢速接近鋼坯,防止沖擊。插裝閥C7與閥V2、VB組成開、關及溢回路,其作用可使剪刃快降以及保護主液壓缸無桿腔的超壓。壓緊缸上腔的溢流閥Vc用以調緊壓緊力。插裝閥C8及V3、VA組成電磁溢流回路。C9為單向閥。由于液壓剪所需流大,故采用了4個變量柱塞泵,工作是采用3備1方式。
2、剪切機液壓系統的常見故障與排除
二通插裝閥液壓系統在調試和運轉過程中,遇到的故障其原因比較復雜,某一故障的出現僅與某一元件有關,還可能與執行元件、電氣控制系統、機械等方面有關,這里介紹剪板機幾種常見故障及處理方法。
(1)系統無壓力原因如下。
①蓋板調壓閥泄漏太大。
②電磁換向閥不動作或卡死。
③壓力閥卡在開啟位置。
處理方法如下。
①檢查該調壓閥。
②檢查電磁閥、電源是否通,清洗該閥。
③檢修調壓閥,使其運動正常,封閉可靠。
(2)各口壓力不足或無壓力原因如下。
①相應的進油閥卡住打不開。
②相應的電磁閥不動作。
③相應的調壓閥調整不當。
處理方法如下。
①檢修相應的進油閥。
②檢查相應的電磁閥是否正常。
③重新調整壓力。
④檢修相應的調壓閥。
(3)流量不足原因如下。
①泵的排量調整不當。
②相應的閥泄漏太大。
②檢修閥壓力閥。
③重新調整工作循環。
|
|



